公司名稱:河北威岳機械有限公司
生產地址:河北省滄州市
價格:8877元一件
運費:賣家承擔
聯系人:王文影
產品描述
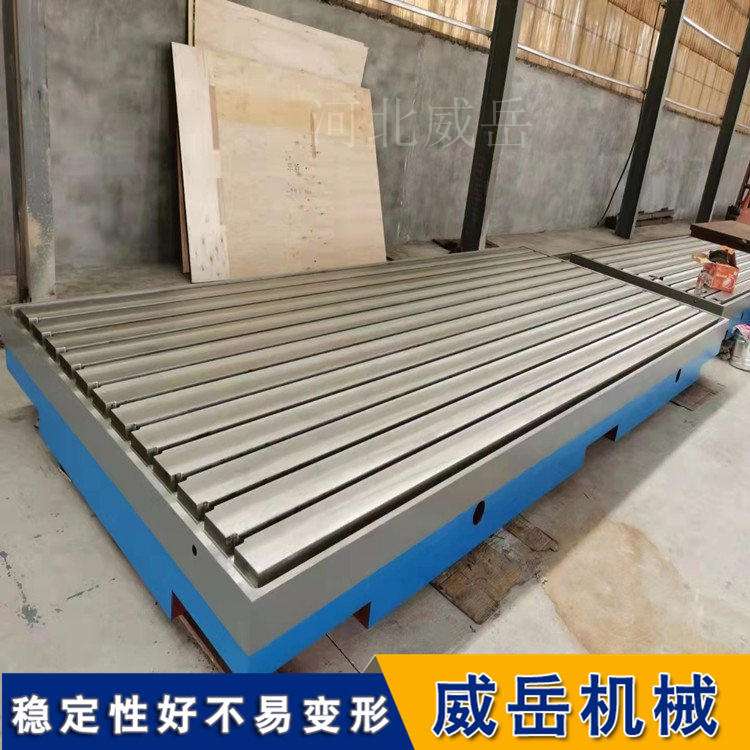
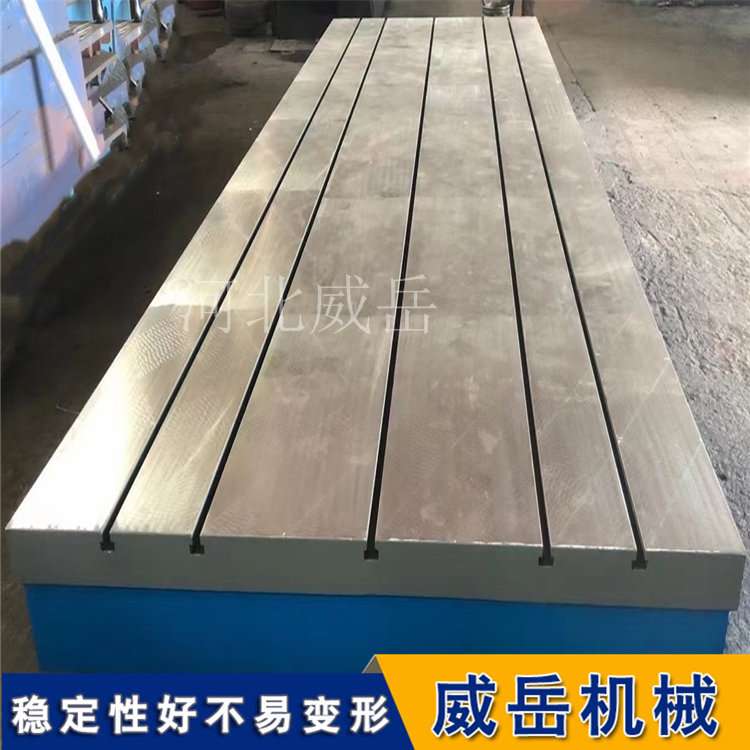
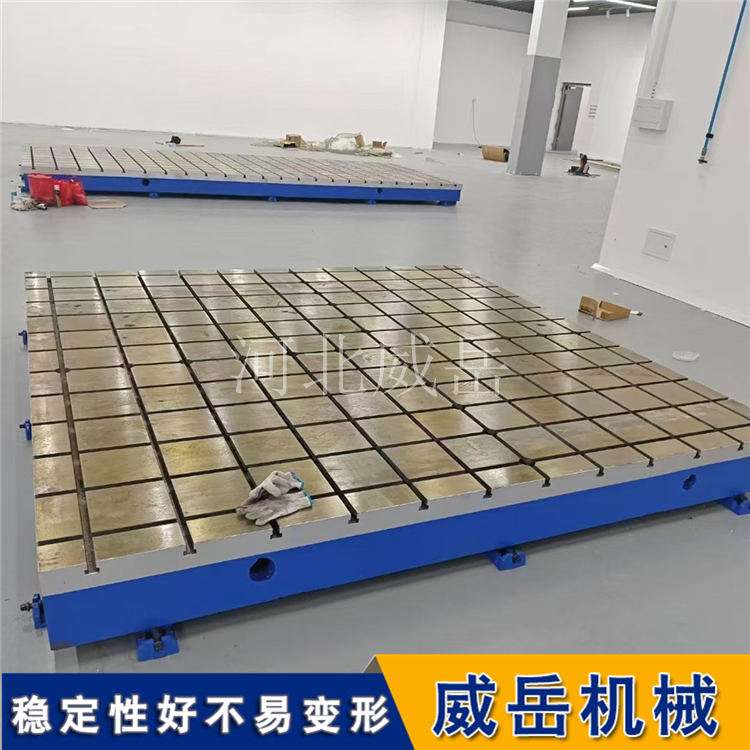
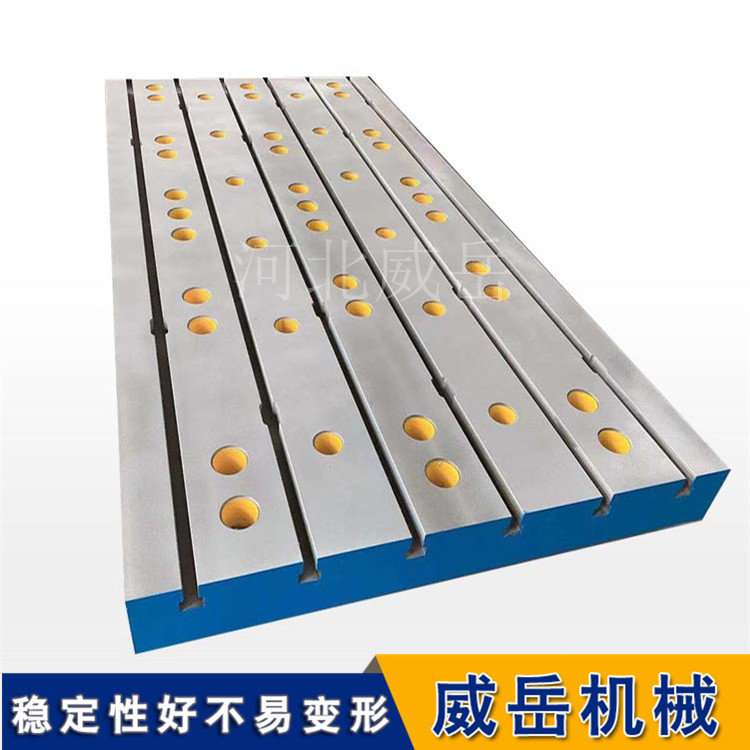
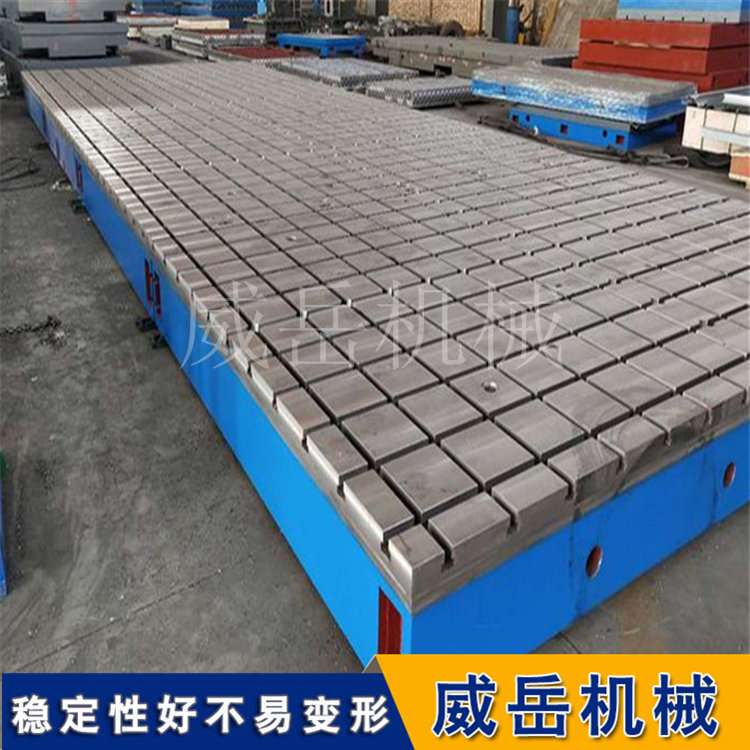
T型槽裝配平臺外觀基本上是箱體式,工作面有長方形、正方形、圓形等,我公 司專業生產高質量T型槽裝配平臺,材料為HT200-300,硬度為HB170-240,并采用刮研工藝,工作面上可加工V形、T形、U形槽、燕尾槽、圓孔、 長孔等,是用于工件、設備檢測、劃線、裝配、焊接、組裝、鉚焊的平面基準量具。
T型槽裝配平臺是檢查機器零件平面度,直線度等形位公差的測量基準,也可用于零件劃線研磨加工,安裝設備等用途。是檢驗機械零件平面、平行度、直線度等形位公差的測量基準,也可用于一般零件及精密零件的劃線、鉚焊研磨工藝加工及測量等。
刮研diyi步,刮花
刮花的作用一是美觀,二是有積存潤滑油的功能。一般常見的 花紋有:斜花紋、燕形花紋和魚鱗花紋等。另外,還可通過觀察原花紋的完整和消失的情況來判斷平面工作后的磨損程度。
刮研第二步,粗刮
若 工件表面比較粗糙、加工痕跡較深或表面嚴重生銹、不平或扭曲、刮削余量在0.005mm以上時,應先粗刮。粗刮的特點是采用長guadao,行程較長 (10mm~15mm之間),刀痕較寬(10mm),guadao痕跡順向,成片不重復。機械加工的刀痕掛除后,即可研點,并按顯出的高點刮削。當T型槽裝配平臺表面研 點每25mm×25mm上為4~6點并留有細刮加工余量時,可開始細刮。
刮研第三步,細刮
細刮就是將粗刮后的高點刮去,其特點是采用短刮法(刀痕寬約6mm,長5mm~10mm),研點分散快。細刮時要朝著一定方向刮,刮完一遍,刮第二遍時要成45度或60度方向交叉刮出網紋。當平均研點每25mm×25mm上為10~14點時,即可結束細刮。
刮研第四步,精刮
在細刮的基礎上進行精刮,采用小guadao或帶圓弧的精guadao,刀痕寬約4mm,平均研點每25m×25m上應為20~25點,常用于檢驗工具、精密導軌和緊密工具接觸面的刮削。
特別是用于檢驗的T型槽裝配平臺,精度是為重要的因素之一,按工藝流程生產,特別是刮研方法也按如上方法進行,這就是保證T型槽裝配平臺精度的秘訣。
基礎設備的使用環境直接影響其壽命,自然T型槽裝配平臺也是遵循這樣的規律。而在了解T型槽裝配平臺的使用環境之前,我們應該首先對T型槽裝配平臺的基礎性能有一定的認知。首先,T型槽裝配平臺材質:高強度鑄鐵HT200-300
工作面硬度為HB170-240,經過兩次人工處理(人工退火600度-700度和自然時效2-3年)使用該產品的精密穩定,耐磨性能好。
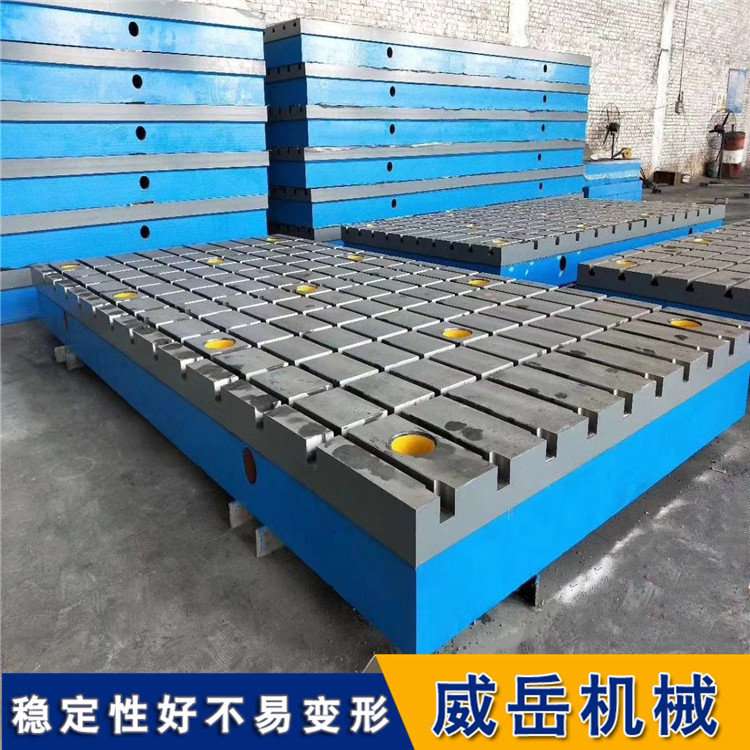
規格:100X100-3000X8000(大于此規格的T型槽裝配平臺可以拼裝使用或按圖紙訂做。)
精度:按國家標準計量檢定規程執行,分別為0、1、2、3四個等級
現在再談及T型槽裝配平臺http://www.chinaweiyue.com/使用環境,也相對很好理解了
1.1環境溫度:-5℃—45℃
1.2相對濕度:≤95%
2、T型槽裝配平臺主要技術參數和要求
2.1T型槽裝配平臺的鑄鐵牌號為HT250
2.2表面硬度HB=170-240
2.3抗拉強度260N/平方米
2.4上平臺加工光潔度:高于△3.2
2.5T型槽裝配平臺http://www.chinaweiyue.com/平面度誤差和直線度誤差須滿足客戶或圖紙要求
就如同良好的環境造就youxiu的人才,T型槽裝配平臺對環境的要求雖然談不上苛刻,但是就以上數值而看,環境的不同很大程度地改變T型槽裝配平臺的使用壽命。所以,在具備更多的理論知識后,我們用更先進的理念武裝我們的頭腦,按照相應準則嚴格要求T型槽裝配平臺使用環境,才能更好地對T型槽裝配平臺進行保養,進而延長其使用壽命,減少不必要的環境對T型槽裝配平臺造成的損傷。
咨詢服務熱線400-7659868 0317-2081839 0317-2081836
官方網址: http://www.chinaweiyue.com/
聯系人 銷售部經理 王女士13231713280 竭誠為您服務!

產品展示



 聯系人:
聯系人:
 電話:
電話:
 郵箱:
郵箱:
 地址:
地址: